Oxide Inhibitor Aluminum Connections — Field Video Shows Why It Matters
 Chadwick Ferguson
Apr 3, 2026
Chadwick Ferguson
Apr 3, 2026
Oxide Inhibitor on Aluminum Connections — Why It Matters
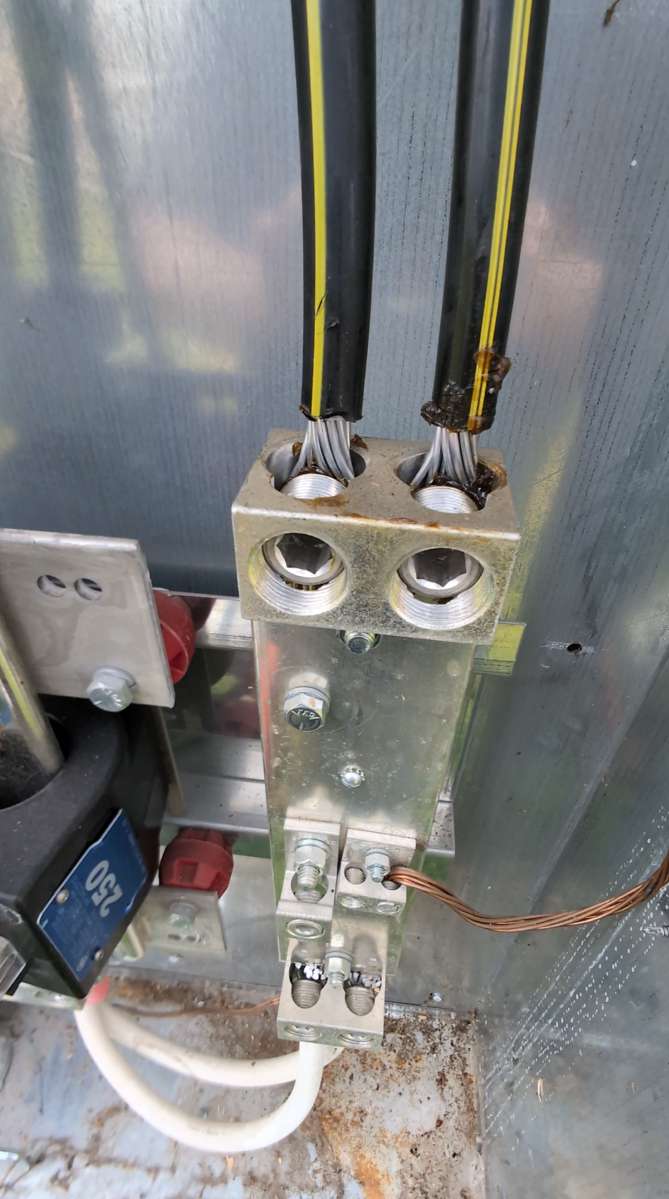
A side-by-side comparison from a real CT cabinet. One set of conductors was treated with oxide inhibitor. The other was not. The difference is impossible to ignore.
Proper oxide inhibitor aluminum connections are essential to the performance and longevity of service entrance equipment; however, many installations skip this critical step entirely. Aluminum is the standard conductor material for feeders, service entrance cables, and utility-supplied conductors throughout West Central Minnesota. Residential 200-amp service upgrades, commercial feeder runs, and utility drops all rely on aluminum conductors. There is nothing wrong with aluminum at these sizes — it is lighter, less expensive, and performs reliably when terminated correctly.
The critical word in that sentence is correctly. Aluminum forms a layer of aluminum oxide the moment it contacts air, and that oxide layer creates the problem. Aluminum oxide is an electrical insulator — the same compound used in ceramic resistors and sandpaper. When it builds up inside a mechanical lug, it increases resistance at the connection point. That resistance generates heat, which in turn accelerates further corrosion. As a result, the connection degrades in a self-reinforcing cycle that eventually leads to overheating, arcing, or outright failure.
Fortunately, the prevention is straightforward: apply an oxide inhibitor — a conductive compound such as Penn-Union CUAL-GEL (castor oil-based and safe near plastics) — to the aluminum strands before inserting them into the lug. The compound displaces oxygen, breaks through existing oxide skin, and keeps the metal-to-metal contact clean for the life of the connection. Most lug manufacturers specify oxide inhibitor in their installation instructions, and the National Electrical Code supports this practice through 110.3(B) and 110.14. The entire application takes thirty seconds per termination.
We recorded this video inside a CT (current transformer) cabinet during a routine service call. It clearly shows both sides of the equation — in the same enclosure, on the same day.
CT cabinet inspection — utility-side conductors treated with DeOx (top) vs. client-side conductors without oxide inhibitor (bottom).
Oxide Inhibitor Aluminum Connections — What the Video Shows
This CT cabinet sits between the utility’s metering equipment and the client’s electrical service. Two sets of aluminum conductors terminate inside — the utility supply on top and the client load connections on the bottom. Although both share the same cabinet, environment, and aluminum conductor material, the only difference is how the installer made each termination.
Utility Side — With Oxide Inhibitor
- DeOx compound is clearly visible — a dark, heavy application coating the exposed aluminum strands entering the mechanical lugs
- Zero white oxidation — the aluminum retains its original metallic appearance under the compound
- Clean, solid terminations — no corrosion, no discoloration, no degradation of the conductor strands
- The compound seals out oxygen and moisture, preventing aluminum oxide formation at the contact surface
Client Side — No Oxide Inhibitor
- No compound applied — bare aluminum strands inserted directly into the mechanical lugs
- Significant white powdery buildup — aluminum oxide has accumulated on the conductor strands inside the lug body
- Active degradation — the oxidation is visibly degrading the conductor material and compromising the contact surface
- Environmental debris is also present — the unprotected connection attracted moisture and contaminants
This is not a laboratory demonstration. Both sets of conductors have been in service, in the same enclosure, exposed to the same temperature swings, humidity, and environmental conditions. On the utility side, the crew applied oxide inhibitor to protected aluminum connections from day one. The installer on the client side, however, did not apply any compound. The contrast speaks for itself.


Why Oxide Inhibitor Matters on Aluminum Connections
Aluminum reacts with atmospheric oxygen almost instantly when exposed. The resulting aluminum oxide layer (Al₂O₃) is extremely thin — just nanometers — but it is electrically significant. Specifically, aluminum oxide has a resistivity of approximately 10¹⁴ ohm-centimeters. By comparison, copper oxide has a resistivity several orders of magnitude lower and remains somewhat conductive. In other words, aluminum oxide is, for all practical purposes, a ceramic insulator.
The Oxide Layer Problem
When aluminum terminates in a mechanical lug without oxide inhibitor, an oxide layer forms at the contact surface between the conductor and the lug body. Current must then pass through this insulating barrier. As the oxide thickens over time, connection resistance increases accordingly. The increased resistance converts electrical energy to heat — Joule heating (I²R) — which accelerates further oxidation. Consequently, the process becomes progressive and self-reinforcing.
Progressive FailureThermal Cycling Compounds the Problem
Aluminum has a higher coefficient of thermal expansion than the copper or tin-plated connectors it terminates in. Every load cycle — morning coffee pot, evening HVAC — heats and cools the connection. The aluminum expands and contracts more than the lug. Over thousands of cycles, this differential movement loosens the mechanical bond and introduces micro-gaps where fresh oxide forms. This is the same fundamental mechanism behind high-resistance connections that cause overheating in panels and service equipment.
Micro-Gap FormationWhat Oxide Inhibitor Does
Oxide inhibitor compounds serve two functions. First, the compound contains suspended metallic particles (typically zinc or copper) that are abrasive enough to scrape through the existing oxide skin during insertion and torquing. Second, a carrier compound seals the connection from oxygen and moisture, preventing new oxide from forming. The result is a clean, low-resistance, gas-tight connection that maintains its integrity for the life of the installation. We recommend non-petroleum-based compounds like Penn-Union CUAL-GEL, which uses a castor oil carrier that is chemically safe near thermoplastic components. Petroleum-based products exist (DeOx, Noalox, Penetrox), but their carrier chemistry introduces material compatibility concerns that make them unsuitable for many common installation environments — more on that below.
Permanent ProtectionGetting Oxide Inhibitor Aluminum Connections Right
Applying oxide inhibitor is not as simple as squeezing compound onto a wire and tightening a lug. In practice, the type of compound, the surface preparation, and the torque values all interact. Getting any one of these wrong can create a termination that appears “treated” but remains compromised underneath. These are the details that separate competent installation from checkbox installation.
Material Compatibility — Not All Compounds Are Safe Near Plastics
The dark compound visible on the utility-side connections in our video is a petroleum-based oxide inhibitor. While it is effective at preventing oxidation, it is not universally appropriate. Technical documentation from manufacturers including Schneider Electric (Square D) and Siemens explicitly warns against using petroleum-based deoxidizers near plastic components. Petroleum degrades the structural integrity of thermoplastic breaker casings and wire insulation over time, which can lead to cracking, embrittlement, and potential failure of the plastic housing itself. Therefore, for terminations near or inside breaker panels, load centers, and any equipment with thermoplastic enclosures, always specify a non-petroleum-based oxide inhibitor — such as Penn-Union CUAL-GEL — that is chemically compatible with plastics. Additionally, consult the equipment manufacturer’s installation documentation to confirm which compounds are approved for use with their products.
Manufacturer WarningTorque Dynamics — Dry Values vs. Wet Values
Fastening specifications published by lug manufacturers are dry torque values — calibrated for bare, unlubricated threads and contact surfaces. However, applying oxide inhibitor introduces lubrication, which creates a wet torque scenario where the same torque wrench reading produces significantly higher clamping force than intended. Because the lubricant reduces friction between the fastener threads and the lug body, the bolt tightens further for the same applied torque. As a result, over-tensioning crushes the softer aluminum strands, damages the lug seat, and can cause mechanical failure of the termination over time. To avoid this, consult the manufacturer’s specifications to determine whether torque values need adjustment when an inhibitor is present. Some lug manufacturers publish separate wet torque specifications. If no wet value is provided, the standard guidance is to reduce applied torque by approximately 25% from the published dry value — but always defer to the specific manufacturer’s documentation.
Torque Adjustment RequiredSurface Preparation — Brush First, Apply Immediately
Oxide inhibitor applied over existing oxide traps the resistance underneath. If a compound covers a conductor that has already formed an oxide layer, it will seal that insulating layer in place rather than eliminating it. Instead, the correct procedure is to mechanically wire-brush the unplated aluminum strands to remove existing oxide, exposing fresh, bright metal — and then immediately apply the inhibitor before the aluminum re-oxidizes. Because aluminum oxide begins reforming within seconds of air exposure, the window between brushing and compound application must be as short as possible. This is why experienced electricians keep the compound open and ready before they start brushing — brush, coat, insert, torque. No pauses. Although the metallic particles suspended in the compound perform additional abrasive scrubbing during insertion, they cannot compensate for a thick, established oxide layer that was never removed.
Sequence MattersCommon Mistakes We Find in the Field
- Petroleum-based compound smeared on or near plastic breaker casings — slowly degrading the thermoplastic housing, which may not be discovered until the component fails during a maintenance event or fault
- Dry torque values applied to lubricated terminations — resulting in over-compressed aluminum strands and premature lug failure, especially on #4 through 4/0 conductors
- Compound applied over existing oxide — the termination appears “treated” on visual inspection, but the oxide insulating layer remains intact underneath the compound, still generating heat under load
It Is Not Optional — Code and Manufacturer Requirements for Oxide Inhibitor
Applying oxide inhibitor to aluminum connections is not merely a best practice suggestion — it is backed by multiple sources of authority. Skipping this step, whether out of carelessness, ignorance, or cost-cutting, creates a connection that will inevitably degrade. The question is not whether it will fail but when.
What the Code and Manufacturers Require
- NEC 110.14 — Connection Integrity: All connections must be made in a manner that ensures a low-resistance, durable electrical bond. Aluminum connections that oxidize and increase in resistance violate the fundamental performance requirement of this section.
- Lug Manufacturer Instructions: Most major manufacturers of mechanical lugs rated for aluminum — including Ilsco, Burndy, Panduit, and NSi — include oxide inhibitor application in their listed installation instructions. Per NEC 110.3(B), equipment must be installed in accordance with its listing and labeling. Where the manufacturer specifies oxide inhibitor, skipping it means the termination was not made per the listed instructions.
- Utility Standards: Most electric cooperatives and investor-owned utilities in Minnesota require oxide inhibitor on all aluminum connections in metering and service entrance equipment. The utility-side connections in our video demonstrate this standard being followed correctly.
- UL 486A-486B: The UL standard governing wire connectors references the use of joint compounds for aluminum connections as part of the tested and listed assembly. Omitting the compound means the connection has not been made per the tested configuration.
“The installation sheet is right there in the box. Most lug manufacturers specify oxide inhibitor on aluminum. When we open a panel and find bare aluminum stuffed into a lug with no compound, we know that installer either did not read the instructions or chose to ignore them. Either way, the connection is compromised — and it will get worse over time, not better.” — Chadwick Ferguson, Master Electrician & Co-Owner, Bright Haven Electric LLC
What Happens When Oxide Inhibitor on Aluminum Connections Is Skipped
The untreated connections in our video are not an edge case. In fact, we find aluminum terminations without oxide inhibitor regularly — in residential panels, commercial switchgear, agricultural disconnects, and CT cabinets across our service area. The consequences range from nuisance problems to catastrophic failure.
Overheated Connections and Fire
As resistance increases at the oxidized termination, the connection generates heat under load. Mechanical lugs carry a maximum temperature rise rating, and an oxidized connection can exceed that threshold. When it does, it softens the conductor, degrades the lug, and can potentially ignite adjacent insulation or enclosure materials. According to forensic investigations, high-resistance connections rank among the top causes of electrical fires.
Fire HazardVoltage Drop and Equipment Damage
A high-resistance termination creates a measurable voltage drop at the connection point. Sensitive electronics, motor compressors, and HVAC equipment are designed to operate within a narrow voltage window. Chronic low voltage from a degraded service connection shortens equipment life, increases operating costs, and can cause erratic behavior — flickering lights, tripping breakers, and intermittent faults that are difficult to diagnose without thermal imaging.
Hidden Energy LossConnection Failure Under Load
In the worst case, the accumulated oxide and thermal cycling cause the conductor to lose effective contact inside the lug. Under heavy load — a well pump starting, an air conditioner compressor engaging — the connection can arc as current jumps across the micro-gaps. Arcing inside an enclosed panel or CT cabinet produces intense heat, vaporized metal, and potentially an arc flash event. This is a serious safety hazard for anyone working near or opening the enclosure.
Arc Flash RiskImportant Distinction — Feeders vs. Branch Circuit Aluminum
- This article discusses feeder-sized and service entrance aluminum conductors (typically #4 AWG and larger) terminated in mechanical lugs — standard practice in modern electrical systems
- Branch circuit aluminum wiring (15A and 20A circuits using #12 and #10 AWG aluminum, common in homes built 1965–1973) is an entirely different problem with different solutions — see our guide on aluminum wiring remediation
- Oxide inhibitor on feeder terminations is required by manufacturer instructions and code — it is not a remediation, it is standard installation practice
How to Fix Oxide Inhibitor Aluminum Connections That Were Done Wrong
If your service equipment, CT cabinet, or panel has aluminum terminations without oxide inhibitor, the fix is straightforward — but it requires a licensed electrician. A qualified professional must de-energize the circuit first, and in many cases, this means coordinating a utility disconnect.
Step-by-Step Remediation for Untreated Aluminum Connections
Proper Remediation Procedure
- De-energize the equipment — the feeder or service must be disconnected. In a CT cabinet, this requires coordination with the serving utility to pull the meter or disconnect upstream.
- Open each mechanical lug — remove the conductor from the lug body. Inspect the conductor strands and the lug contact surface for damage, pitting, or excessive corrosion.
- Select the correct compound — we recommend a non-petroleum-based inhibitor such as Penn-Union CUAL-GEL (castor oil-based) as the default for all aluminum terminations. It is chemically compatible with thermoplastic breaker casings, wire insulation, and all enclosure materials. Petroleum-based compounds (DeOx, Penetrox) degrade plastics over time per Schneider Electric and Siemens technical documentation — avoid them near breaker panels, load centers, and any thermoplastic components. Always verify compound compatibility with the equipment manufacturer’s documentation.
- Wire-brush and apply immediately — mechanically wire-brush all unplated aluminum strands until fresh, bright metal is exposed. Have the oxide inhibitor open and ready. Apply the compound immediately after brushing — aluminum re-oxidizes within seconds. Do not brush, set the conductor down, and return to it later. Brush, coat, insert, torque — without pauses.
- Torque to the correct specification — re-insert the conductor into the lug and torque using a calibrated torque tool. Published lug torque values are dry specifications. The oxide inhibitor lubricates the connection, creating a wet torque condition. Consult the manufacturer’s documentation for wet torque values. If no wet specification is published, reduce applied torque by approximately 25% from the dry value. Over-torquing crushes aluminum strands and damages the lug seat — a failure mode that is invisible until the connection overheats under load.
- Inspect and document — verify all connections, confirm torque values, note the compound product used, and document the work for the property owner’s records and future reference.
Overall, the entire procedure takes under an hour for a standard residential service. The cost is minimal compared to the consequences of letting oxidized connections remain in place. This is exactly the kind of issue we identify during a panel inspection or electrical safety audit.
Serving West Central Minnesota
Bright Haven Electric LLC performs panel inspections, service equipment evaluations, and aluminum termination corrections across our 10-county service area in West Central Minnesota. We carry thermal imaging equipment to identify high-resistance connections that are not yet visible to the naked eye — catching problems in the early stages before they become hazardous.
Whether it is a CT cabinet missing oxide inhibitor, a 200-amp panel with improperly torqued lugs, or a full service area inspection — we do this work every day. If you have aluminum service conductors (and nearly every property does), a 15-minute termination check could prevent a serious problem down the road.
Concerned About Your Aluminum Connections?
Schedule a panel inspection or service equipment evaluation. We check every termination, apply thermal imaging, and document everything — so you know exactly what condition your electrical connections are in.
About the Author
Chadwick Ferguson
Chadwick Ferguson is the owner and licensed Master Electrician behind Bright Haven Electric LLC, serving West Central Minnesota from his base in Milan, MN. With deep expertise in residential, commercial, and agricultural electrical systems, he specializes in modern energy solutions including Level 2 EV charger installations, automatic standby generators, and comprehensive electrical panel upgrades.
Chadwick is committed to providing safe, code-compliant, and reliable electrical work to his rural Minnesota community. As the author of the BHElectric blog, he shares practical insights and expert guidance to help homeowners and businesses navigate the complexities of their electrical systems.